


Procesos de Fabricación
La productividad y velocidad superiores, junto con una baja entrada de calor, están dando como resultado procesos de soldadura láser que reemplazan a los métodos de soldadura más convencionales. Algunas de las ventajas que ofrece la soldadura láser incluyen una mejor resistencia de la soldadura, zonas afectadas por el calor más pequeñas, precisión más estricta, deformación mínima y la capacidad de soldar una amplia gama de metales / aleaciones, incluyendo acero, aluminio, titanio y metales diferentes.
DESCRIPCIÓN GENERAL DE FLOW-3D WELD
FLOW-3D proporciona una visión poderosa del proceso de soldadura láser y, en última instancia, ayuda a lograr la optimización del proceso. Con un mejor control del proceso, es posible minimizar la porosidad, las zonas afectadas por el calor y controlar la evolución de la microestructura.
FLOW-3D es especialmente adecuado para simular las complejas simulaciones de conjuntos de soldadura debido a su algoritmo de seguimiento de superficie libre. El módulo adicional WELD fue desarrollado para incorporar modelos físicos relevantes en FLOW-3D tales como el flujo de calor producido por la fuente láser, la presión de evaporación sobre el metal fundido, efectos de gas protector, presión de retroceso en el grupo fundido y múltiples reflejos láser en soldadura de ojo de cerradura. Es importante capturar todos los fenómenos físicos relevantes para tener una simulación de proceso realista.
FLOW-3D puede simular modos de conducción y de ojo de cerradura de soldadura láser. Investigadores de todo el mundo usan FLOW-3D para analizar la dinámica del conjunto de fusión, optimizar los parámetros del proceso para minimizar la porosidad e incluso predecir el crecimiento del cristal en los procesos de reparación de soldadura láser. Acero, aluminio, titanio y también metales diferentes.
Experimentos de soldadura láser de penetración completa
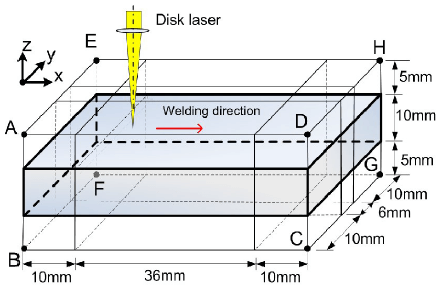
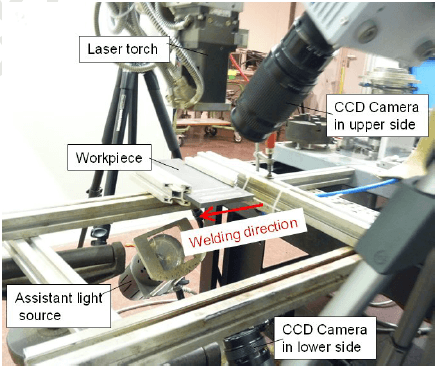
KAIST en Corea y BAM en Alemania han llevado a cabo experimentos de soldadura con láser de penetración completa en una placa de acero de 10 mm con un láser de 16K kW. Con la ayuda de las cámaras CCD, pudieron capturar la dinámica de la piscina de fusión superior e inferior formada debido a la soldadura láser de penetración total. También simularon el proceso en FLOW-3D y lograron una buena concordancia entre la simulación y los resultados experimentales.

Caso de estudio de porosidad de soldadura láser
General Motors, Michigan y la Universidad de Shanghai en China colaboraron en un estudio detallado para comprender la influencia de los parámetros del proceso, es decir, la velocidad de soldadura y el ángulo de inclinación de la soldadura en la ocurrencia de porosidad en la soldadura de ojo de cerradura.
Usando FLOW-3D, los investigadores representaron todos los fenómenos físicos importantes, incluidas la evaporación y las presiones de retroceso, la dinámica de la piscina de fusión, la tensión superficial dependiente de la temperatura y la absorción de Fresnel durante múltiples reflejos láser dentro del ojo de la cerradura.
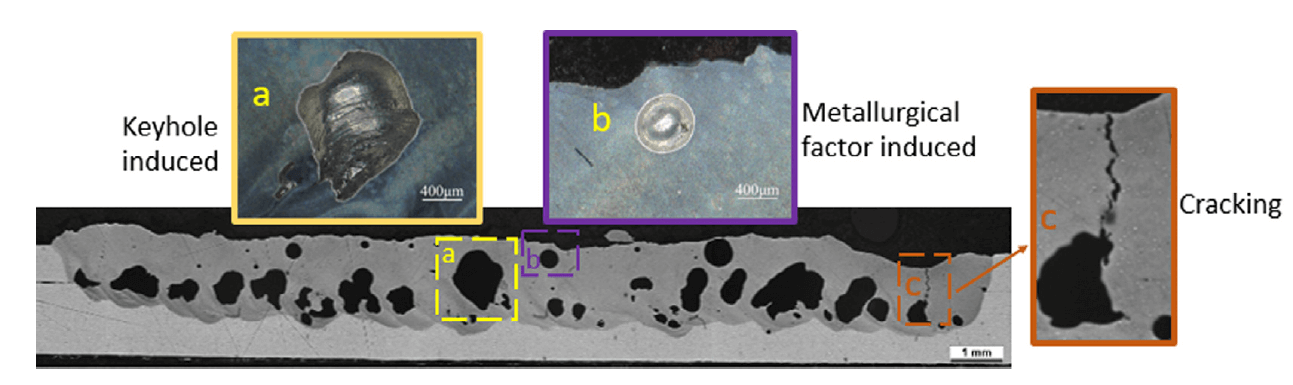
Con base en los modelos de simulación, los investigadores identificaron los agujeros de las cerraduras inestables como la causa principal de la porosidad inducida en la soldadura de ojo de cerradura. La recirculación excesiva en la piscina fundida trasera como se ve en las imágenes a continuación, causó que la piscina fundida trasera se colapsara en la pared frontal fundida de la piscina y atraparan vacíos que daban como resultado la porosidad. Fue cuando estos vacíos atrapados fueron capturados por el avance del frente de solidificación, que la porosidad fue inducida.
A altas velocidades de soldadura, hay una abertura de ojo de cerradura más grande y esto generalmente da como resultado una configuración de ojo de cerradura más estable. Usando FLOW-3D, los investigadores predijeron que las altas velocidades de soldadura y los grandes ángulos de soldadura de la inclinación mitigaban la porosidad.

Con el apoyo de:
![]()
![]()